






产品分类 更多>>



一、美标H型钢W12*14为此.对热模具钢的基本使用性能要求是热塑变抗力高,包括高温硬度和高温强度、高的热塑变抗力,实际上反映了钢的高回火稳定性。由此便可以找到热模具钢合金化的种途径,即加入Cr、W、Si.等合金元素可以提高钢的回火稳定性。模腔表层金属产生热疲劳(龟裂)。热模的工作特点是具有间歇性.每次使热态金属成形后都要用水、油、空气等介质冷却模腔的表面。因此.热模的工作状态是反复受热和冷却,从而使模腔表层金属产生反复的热胀冷缩,即反复承受拉压应力作用.其结果引起模腔表面出现龟裂,称为热疲劳现象,由此,对热模具钢提出了第二个基本使用性能要求.即具有高的热疲劳抗力。切削加工后的清洗及酸洗钝化不锈钢工件经切削加工后表面上通常会残留铁屑、钢末及冷却乳液等污物,会使不锈钢表面出现污斑与生锈,因此应进行脱脂除油,再用清洗,既去除了铁屑钢末,又进行了钝化。焊接前后的清洗及酸洗钝化由于油脂是氢的来源,在没有清除油脂的焊缝中会形成气孔,而低熔点金属污染(如富锌漆)焊接后会造成开裂,所以不锈钢焊前必须将坡口及两侧2mm内的表面清理干净,油污可用擦洗,油漆锈迹应先用砂布或不锈钢丝刷清除,再用擦净。
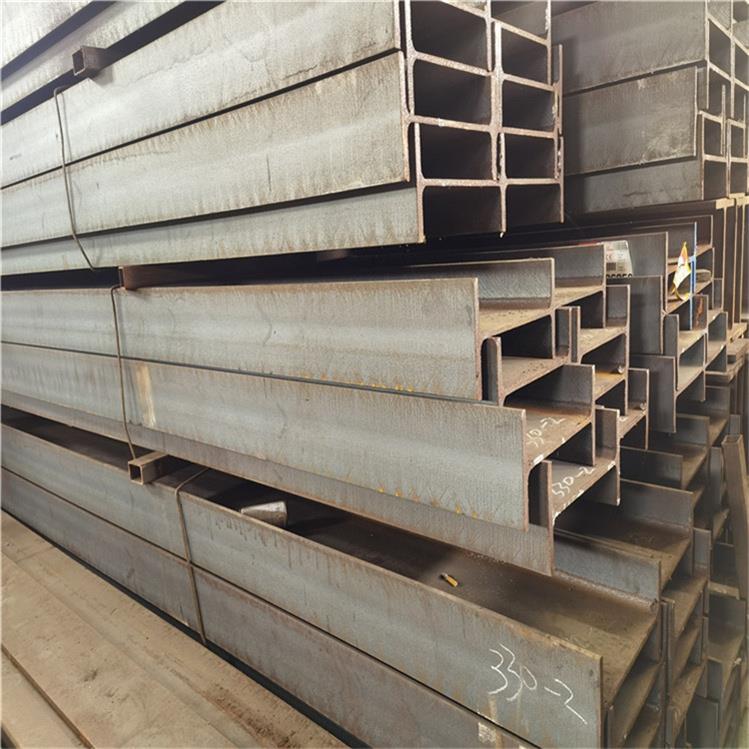
美标H型钢执行标准:ASTM标准,ASME标准
材质有:A36/A572GR50/A992

二、美标H型钢W12*14化学成分:
C:0.27~0.35;
Si:0.93~1.20;
Ni:≤0.029;
Cu:≤0.025;
Mn:0.80~1.10;
S:≤0.025;
P:≤0.026;
Cr:0.75~1.20;
三、美标H型钢W12*14是把退火工艺和热镀锌工艺联合起来,其线内退火主要包括氧化炉,还原炉两部份组成。带钢在氧化炉中煤气火焰直接加热到450度左右,把带钢表面残存的轧制油烧掉,净化表面。
四、美标H型钢的规格型号表
W14*455W16*26W16*31W16*36W16*40W16*45
W16*50W16*57W16*67W16*77W16*89W16*100
W18*35W18*40W18*46W18*50W18*55W18*60
W18*65W18*71W18*76W18*86W18*97W18*106
W18*119W18*130W18*143W18*158W18*175
W18*192W18*211W18*234W18*258W18*283
W18*311W21*44W21*50W21*57W21*55W21*62
W21*68W21*73W21*83W21*93W21*101W21*111
W21*122W21*132W21*147W21*166W21*182
W21*201W24*55W24*62W24*68W24*76W24*84
W24*94W24*103W24*104W24*117W24*131W24*146
W24*162W24*176W24*192W24*207W24*229W24*250
W24*279W24*306W24*335W27*84W27*94W27*102
W27*114W27*129W27*146W27*161W27*178
W30*90W30*99W30*108W30*116W30*132W30*148
W30*173W30*191W30*235W30*261W30*292W30*326
W30*357W30*391W33*118W33*130W33*141W33*152
W33*169W33*201W33*221W33*241W33*263W33*291
W33*318W33*354W33*387W36*135W36*150W36*160
W36*170W36*182W36*1W36*231W36*232W36*247
W36*262W36*282W36*286W36*302W36*318
W36*330W36*350W36*387W36*395W36*441W36*487
W36*529W40*149W40*167W40*183W40*211W40*235
W40*264W40*278W40*294W40*327W40*331
冶金矿产:
低磷钢生产技术钢中磷过高,在凝固时会产生严重的偏析而导致产品脆裂。对于高级管线钢则需要将磷降至100ppm以下,而对于在极寒冷地区使用的管线钢,为防止冷脆,甚至需要将钢中的磷含量控制在50ppm以下。宝钢相继开展了如下的工艺试验:铁水三脱+转炉小渣量(渣量指数为0.3)冶炼工艺(方式A)铁水脱硫+转炉大渣量(渣量指数为1.0)冶炼工艺(方式B)铁水三脱+转炉大渣量(渣量指数为1.0)冶炼工艺(方式C)转炉预处理脱磷+脱碳转炉中渣量(渣量指数为0.6)冶炼工艺(方式D)上述4种不同脱磷工艺效果如下:采用三脱铁水少渣量工艺的转炉终点平均磷含量为120ppm;采用通常脱硫铁水的大渣量工艺的转炉终点平均磷含量为100ppm;采用三脱铁水大渣量工艺的转炉终点平均磷含量为66ppm;而采用转炉脱磷预处理铁水+脱碳炉中渣量工艺转炉终点平均磷含量达到58ppm,由此可见,方式方式D均为生产超低磷钢的有效工艺。





















