






产品分类 更多>>



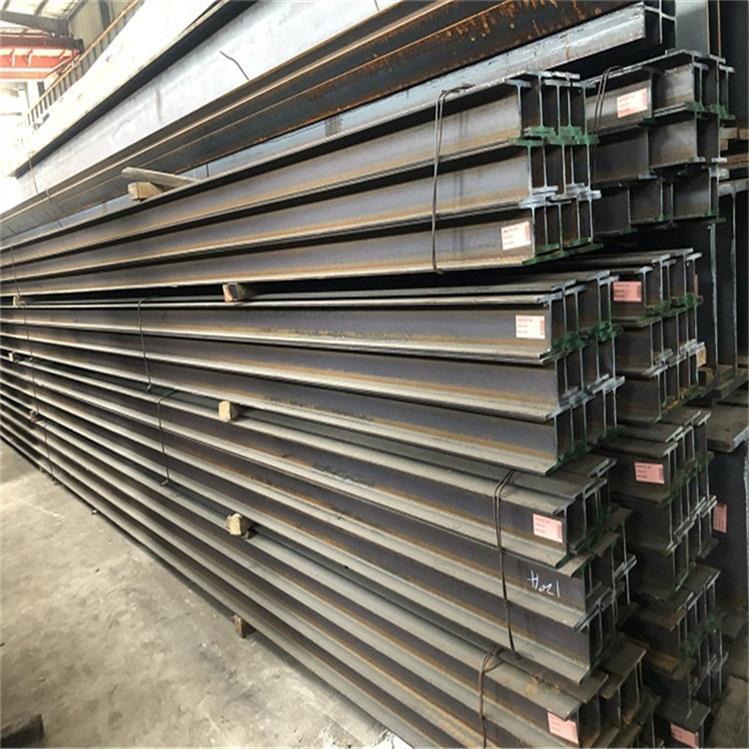
英标H型钢材料:
不管焙烧温度是1250℃还是1280℃,配加赤铁矿粉的成品球抗压强度均高于单一加磁精粉的球团矿,配加赤铁矿粉有利于提高球团矿的强度,而提高焙烧温度更有利于提高球团矿的强度,而提高焙烧温度更有利于提高球团矿的抗压强度。竖炉球团矿抗压强度受冷风及气流分布的影响,求团框的抗压强度较低,且各个球之间偏差较大。配入赤铁矿粉后,生球中的FeO减少,FeO+O2=Fe2O3,需氧量的降低,加速了球团氧化固结的速度,有利于球团的结晶再结晶的过程,可显着提高球团矿的抗压强度。
一、UB127*76*13英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢当使用低合金度钢时,都是希望取其度高的优点而用较薄的截面,这不是为了节省重量而且也是为了尽可能的经济。但是,必 须要充分考虑腐蚀这一因素,钢材截面愈薄就愈应注意防腐。钢结构的防腐一般都是通过在适当准备的表面上涂防腐层并且对防腐层加以保护的方法来达到的。

二、UB127*76*13英标H型钢热扎工艺手段:(1)经过热轧之后,欧标H型钢钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大|大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。对混凝土结构的浇筑处理
四、UB标H型钢规格型号表:

钢铁冶金:因为一份完善的产品图和机加工工艺都应标注钢材硬度。在电镀中我们发现钢的硬度在HRC38左右时开始呈现氢脆断裂的危险。对高于HR3的零件,镀后应考虑去氢处理。硬度为HRC6左右时,在表面处理之后必须立即进行去氢处理,否则在几小时之内钢件会开裂。除了钢材硬度外,还应综合考虑以下几点:零件的使用安全系数:安全重要性大的零件,应加强去氢;零件的几何形状:带有容易产生应力集中的缺口,小R等的零件应加强去氢;零件的截面积:细小的弹簧钢丝、较薄的片簧极易被氢饱和,应加强去氢;零件的渗氢程度:在表面处理中产生氢多、处理时间长的零件,应加强去氢;镀层种类:如镀镉层会严重阻挡氢向外扩散,所以要加强去氢;零件使用中的受力性质:当零件受到高的张应力时应加强去氢,只受压应力时不会产生氢脆;零件的表面加工状态:对冷弯、拉伸、冷扎弯形、淬火、焊接等内部残留应力大的零件,不仅镀后要加强去氢,而且镀前要去应力;零件的历史情况:对过去生产中发生过氢脆的零件应特别加以注意,并作好相关记录。
不管焙烧温度是1250℃还是1280℃,配加赤铁矿粉的成品球抗压强度均高于单一加磁精粉的球团矿,配加赤铁矿粉有利于提高球团矿的强度,而提高焙烧温度更有利于提高球团矿的强度,而提高焙烧温度更有利于提高球团矿的抗压强度。竖炉球团矿抗压强度受冷风及气流分布的影响,求团框的抗压强度较低,且各个球之间偏差较大。配入赤铁矿粉后,生球中的FeO减少,FeO+O2=Fe2O3,需氧量的降低,加速了球团氧化固结的速度,有利于球团的结晶再结晶的过程,可显着提高球团矿的抗压强度。
一、UB127*76*13英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢当使用低合金度钢时,都是希望取其度高的优点而用较薄的截面,这不是为了节省重量而且也是为了尽可能的经济。但是,必 须要充分考虑腐蚀这一因素,钢材截面愈薄就愈应注意防腐。钢结构的防腐一般都是通过在适当准备的表面上涂防腐层并且对防腐层加以保护的方法来达到的。
二、UB127*76*13英标H型钢热扎工艺手段:(1)经过热轧之后,欧标H型钢钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大|大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。对混凝土结构的浇筑处理
四、UB标H型钢规格型号表:
钢铁冶金:因为一份完善的产品图和机加工工艺都应标注钢材硬度。在电镀中我们发现钢的硬度在HRC38左右时开始呈现氢脆断裂的危险。对高于HR3的零件,镀后应考虑去氢处理。硬度为HRC6左右时,在表面处理之后必须立即进行去氢处理,否则在几小时之内钢件会开裂。除了钢材硬度外,还应综合考虑以下几点:零件的使用安全系数:安全重要性大的零件,应加强去氢;零件的几何形状:带有容易产生应力集中的缺口,小R等的零件应加强去氢;零件的截面积:细小的弹簧钢丝、较薄的片簧极易被氢饱和,应加强去氢;零件的渗氢程度:在表面处理中产生氢多、处理时间长的零件,应加强去氢;镀层种类:如镀镉层会严重阻挡氢向外扩散,所以要加强去氢;零件使用中的受力性质:当零件受到高的张应力时应加强去氢,只受压应力时不会产生氢脆;零件的表面加工状态:对冷弯、拉伸、冷扎弯形、淬火、焊接等内部残留应力大的零件,不仅镀后要加强去氢,而且镀前要去应力;零件的历史情况:对过去生产中发生过氢脆的零件应特别加以注意,并作好相关记录。





















